Infrared humidity sensor A418 for mineral fertilizers
We’d like to tell you a little about our new development!
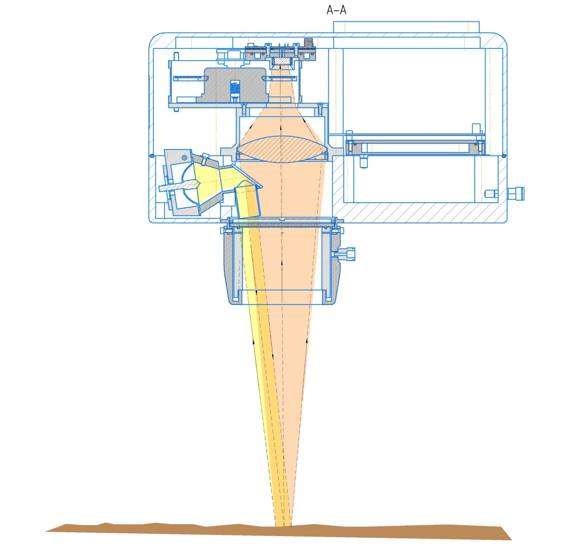
Infrared humidity sensor A418 is a new generation sensor and is designed for non-contact continuous monitoring of the moisture content of mineral fertilizers, including potash, phosphorus, nitrogen and complexly mixed.
A418 humidity sensor is designed for continuous (round the clock, 24*7) non-contact automatic measurement of relative humidity in process flows of bulk (crystalline, granular, fragmented, etc.) products of mineral fertilizer production in order to constantly maintain high quality of products and provide the necessary efficiency technological process.

Continuous high-precision measurement of the moisture content provides the possibility of building automated process control systems, which, in turn, allows our Customers to:
• Manage the efficiency of production processes, and achieve the required product quality;
• Control commercial and technical parameters of products;
• Ensure the required shelf life and transportation conditions for products.